
Description
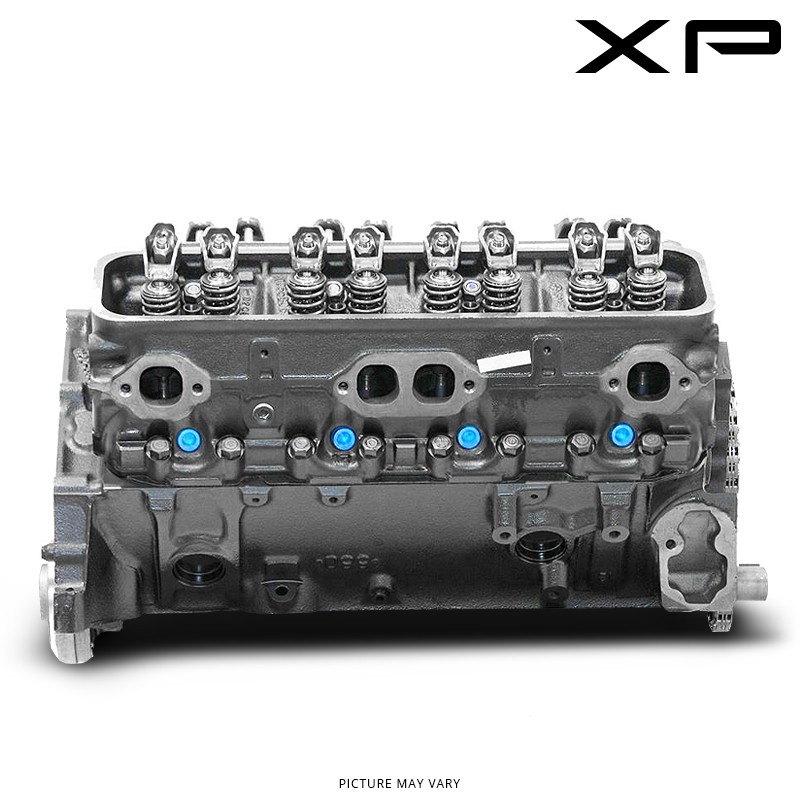
Our precision remanufactured 350 block
Every block must pass our magnaflux inspection designed to detect any microscopic flaws or cracking. Blocks are then thermally cleaned, followed by steel microblasting until they achieve a brilliant appearance. Once a block is fully cleaned, we begin our precision boring and honing process. Using a carbon two-stage power hone, we can maximize the sealed area and ensure that it precisely meets the recommended RMA readings. Computerized micrometers are used to resize rods in strict accordance with factory recommendations. Crankshafts are precision cut and micro-polished to achieve a 12 RMA reading or better.
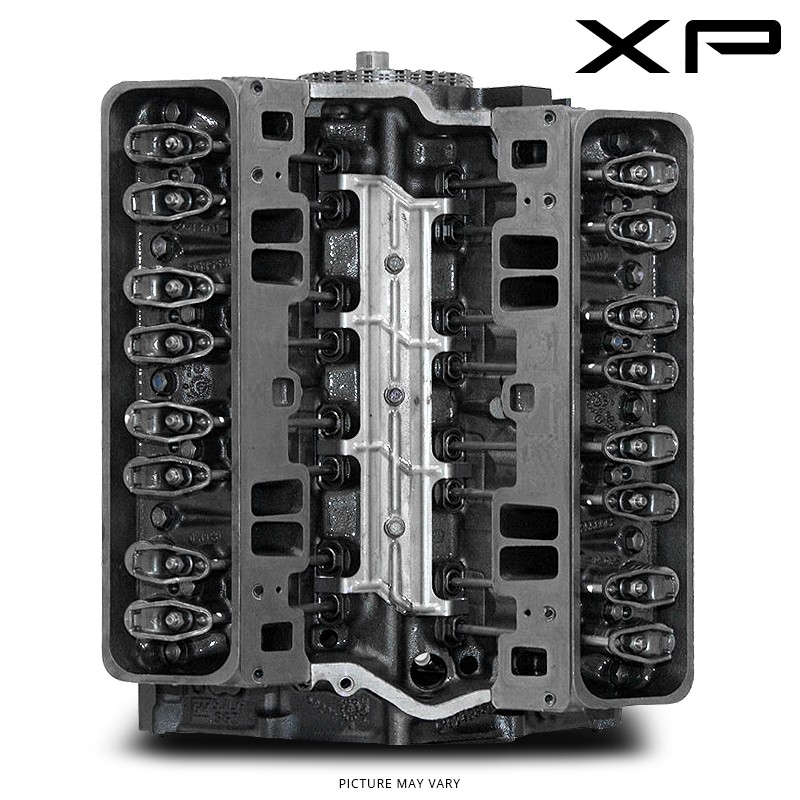
Custom 350 long block assembly
We meticulously mill each Cylinder Head until perfect alignment and sealing of the head gasket is achieved. Our cylinder heads are assembled using a new valve stem and seals that feature the latest high-temperature technologies, increasing heat resistance and longevity. These polished cylinder heads are pressure tested using magnetic detection to eliminate the chance of cracks or flaws unseen by the human eye. Before each head is mated to their block using the correct torque valve, we vacuum test all seals for proper seating. Triple-angled cutters are used to machine the valve seats ensuring proper pressure and flow. All valves, valve springs, and valve guides must pass our stringent process of meeting and exceeding OEM specifications. O.H.C. heads are aligned for proper bore consistency. Every remanufactured long block has been specifically engineered to help improve the inherent flaws and failure points that can be found in many of today's engines.
350 MODEL SPECIFICS
86-95 - 1 Pc. R/S - 2 Bolt Main - F.I. - Flat Tappets
86-95 - 1 Pc. R/S - 4 Bolt Main - w/ F.P. Hole - Flat Tap (OUT OF STOCK)
96-00 - 2 Bolt Main R Code # 880 Block - 906 Heads Pick-Up
96-00 - 4 Bolt Main R Code # 880 Block - 906 Heads Pick-Up (OUT OF STOCK)